|
模具激光补焊工艺参考(以方圆激光180W激光补焊机为例)
一、 波形参数。
以0.4mm的焊丝为例,采用如下波形:
0.3ms 100%
8.0ms 90%
最大电流100-200A,频率5Hz;
正离焦,离焦量以补焊时焊丝刚刚熔透再稍微靠近焦点一点为宜;
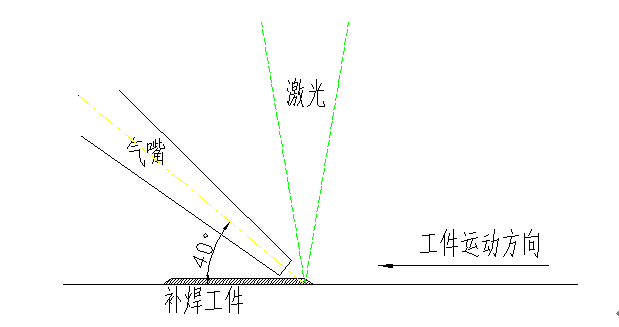
吹气方式,采用侧吹,气嘴与工件平面的夹角为40度,并尽量靠近焊点处,吹向未焊过的一边,如图:
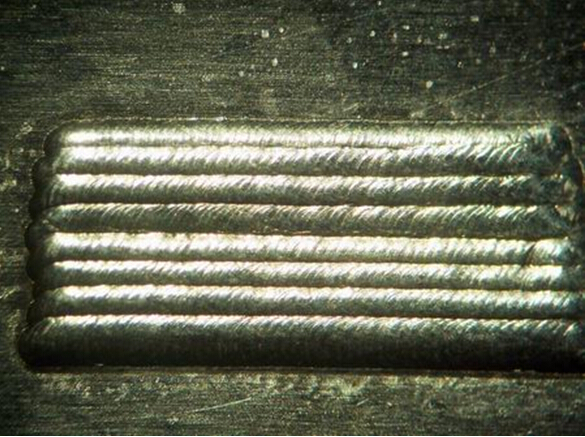
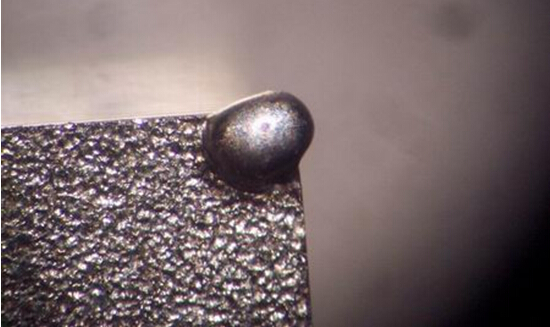
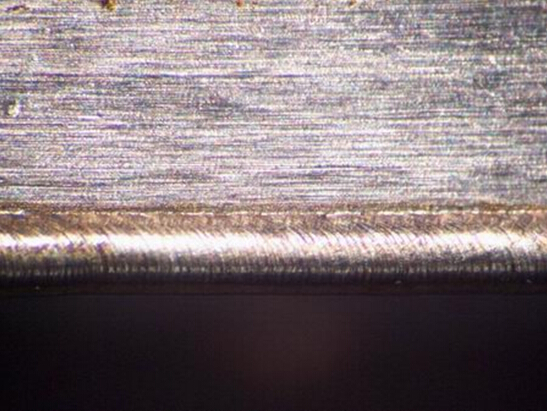
二、 焊接效果以焊斑饱满,边缘整齐,不会有塌陷为宜,如图:
光斑密度(0.05-0.2)

点,直线效果(安装调试请确认光斑质量OK)

平面效果(注意焊缝覆盖顺序)
顶点效果(棱角焊接,频率1-2HZ)
边角效果(请使用V字吸铁石)
关键词:模具激光补焊工艺图片|模具激光补焊实例参考|模具激光补焊|模具激光补焊机|模具补焊设备|上海模具补焊加工
方圆激光www.fyglaser.com
2015-033001 |
