|
随着高亮度激光的最新发展,在许多全新的领域中,激光材料加工应用的机会不断增加。我们以技术非常成熟的宝石棒结构固体激光器为例,其相关的两个完全不同的发展方向值得关注。一方面,宝石棒的将其直径扩大,而长度减少为几百个微米,这就成就了盘式激光器。另一方面,将棒的长度加大,直径减小,这就成为光纤激光。
谈到光纤激光,光纤的长度保证了光束质量接近衍射极限(在给定波长的激光中,理论极限,或最小可能的聚焦尺寸)。这种激光的谐振腔无须进行任何调整,光束质量是被光纤的物理特性所规范。光纤激光除了以上的两大优势之外,还应当了解,其泵浦能量可以通过传输光纤进行耦合,传输至有源光纤或受激光纤,从而免去了二极管泵浦源到光纤激光的光学调整的繁琐的过程。
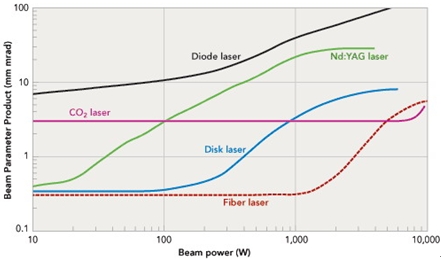
图 1 指出不同工业激光的光束质量参数(BPP) 与输出功率的关系。其中BPP 值越小表明光束质量越好。与其它激光相比,光纤激光表现出更好的光束质量(只有在5千到一万瓦范围内略逊于二氧化碳激光器)。 我们一致认为,光纤激光具有更为广阔的未来。
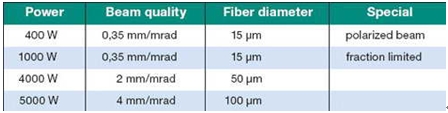
以下表格中的各种光纤激光可以用于工业加工发展的研究。
这些光纤激光具备以下特点:体积非常小,在泵浦源与最终的光学聚焦系统之间没有任何需要进行准之调节的零件,无须进行任何调整,很高的电光转换效率 (25-30 %)。此外,光纤激光具有非常优秀的光束质量和超长的泵浦源寿命(超过5万小时)。我们可以使用很小的扩束准直系统,进而可以使用尺寸很小的振镜系统进行高速光束操控。
15微米直径的光纤长度限制在数米范围内,因为存在拉曼散射效应, 它将在使用较长的光纤传输时减少输出能量。而50微米的光纤限制在15米长度以内, 100和200微米的光纤长度没有限制!
如果使用光闸或纤-纤耦合接头,必须使用100微米的光纤出, 50微米的光纤进,或使用200微米的光纤出,100微米的光纤进。以上两种状况光束质量可以达到8mm.mrad。这与盘式激光相当,而焊接的结果,两种激光器非常接近。
综合起来,使用的光纤激光系统非常稳定,没有发生过任何问题。而灯泵浦系统本身则存在非常多的常规问题。有些其它的光纤激光用户提到过,在操作中的光学反射问题,到目前为止对我们而言还没有造成任何困扰。我们的试验数据表明,光学反射没有对激光器的输出功率造成任何影响。即使如此,我们在实际操作中不主张使用与工件垂直的光束设计,而使用微微倾斜6度左右的角度。在切割和焊接钢材和铝材时没有发生任何问题,但同样的操作,工件为铜材时,情况较为复杂,需要很小心地进行处理。 |
